





關(guān)鍵詞 |
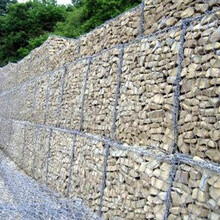
鶴壁五擰石籠網(wǎng),五擰石籠網(wǎng),護岸護坡五擰石籠網(wǎng) |
面向地區 |
產(chǎn)地 |
河北 |
|
品牌 |
宇利 |
用途 |
多種用途 |
規格 |
可定制 |
編織工藝 |
其它 |
材料 |
鍍鋅絲 |
目數 |
其它 |

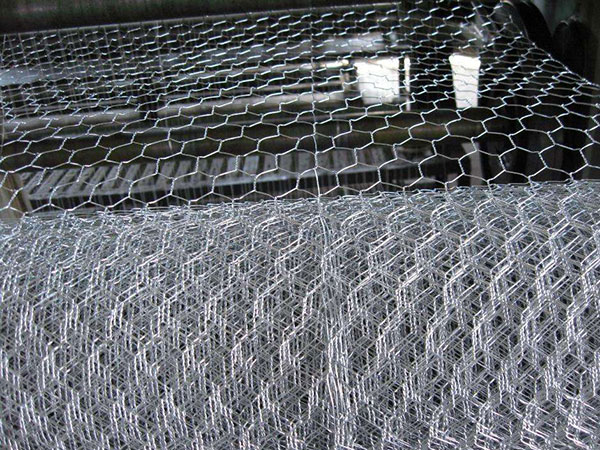



 菏澤市五擰石籠網(wǎng)大型實(shí)體廠(chǎng)家-
菏澤市五擰石籠網(wǎng)大型實(shí)體廠(chǎng)家-
 拉薩市六角網(wǎng)生產(chǎn)工廠(chǎng)-宇利絲網(wǎng)
拉薩市六角網(wǎng)生產(chǎn)工廠(chǎng)-宇利絲網(wǎng)
 渭南市格賓籠生產(chǎn)廠(chǎng)家-宇利絲網(wǎng)
林芝合金網(wǎng)兜大型實(shí)體廠(chǎng)家-宇利
渭南市格賓籠生產(chǎn)廠(chǎng)家-宇利絲網(wǎng)
林芝合金網(wǎng)兜大型實(shí)體廠(chǎng)家-宇利
 迪慶州石籠網(wǎng)護坡大型實(shí)體廠(chǎng)家-
迪慶州石籠網(wǎng)護坡大型實(shí)體廠(chǎng)家-
 南通市石籠供應商-宇利絲網(wǎng)
南通市石籠供應商-宇利絲網(wǎng)
 邵陽(yáng)市格賓擋墻生產(chǎn)工廠(chǎng)-宇利絲
資陽(yáng)市六角網(wǎng)大型實(shí)體廠(chǎng)家-宇利
邵陽(yáng)市格賓擋墻生產(chǎn)工廠(chǎng)-宇利絲
資陽(yáng)市六角網(wǎng)大型實(shí)體廠(chǎng)家-宇利
 揭陽(yáng)市地暖網(wǎng)片生產(chǎn)工廠(chǎng)-宇利絲
揭陽(yáng)市地暖網(wǎng)片生產(chǎn)工廠(chǎng)-宇利絲
 寧波市安平石籠網(wǎng)廠(chǎng)價(jià)格-宇利絲
寧波市安平石籠網(wǎng)廠(chǎng)價(jià)格-宇利絲
————— 認證資質(zhì) —————
鶴壁本地鉛絲石籠網(wǎng)片熱銷(xiāo)信息







