





關(guān)鍵詞 |
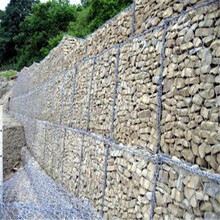
運城不銹鋼網(wǎng)片,不銹鋼網(wǎng)片,護岸護坡不銹鋼網(wǎng)片 |
面向地區 |
產(chǎn)地 |
河北 |
|
品牌 |
宇利 |
用途 |
多種用途 |
規格 |
可定制 |
編織工藝 |
其它 |
材料 |
鍍鋅絲 |
目數 |
其它 |




 欽州市地區格賓石籠網(wǎng)24小時(shí)大型
欽州市地區格賓石籠網(wǎng)24小時(shí)大型
 長(cháng)沙市地區包塑石籠網(wǎng)24小時(shí)生產(chǎn)
長(cháng)沙市地區包塑石籠網(wǎng)24小時(shí)生產(chǎn)
 邯鄲市地區格賓網(wǎng)墊24小時(shí)生產(chǎn)廠(chǎng)
邯鄲市地區格賓網(wǎng)墊24小時(shí)生產(chǎn)廠(chǎng)
 平頂山市地區雙絞合六角網(wǎng)24小時(shí)
河池市地區石籠網(wǎng)廠(chǎng)家24小時(shí)生產(chǎn)
平頂山市地區雙絞合六角網(wǎng)24小時(shí)
河池市地區石籠網(wǎng)廠(chǎng)家24小時(shí)生產(chǎn)
 眉山市地區包塑格賓網(wǎng)24小時(shí)供應
徐州市地區鉛絲籠24小時(shí)報價(jià)單
眉山市地區包塑格賓網(wǎng)24小時(shí)供應
徐州市地區鉛絲籠24小時(shí)報價(jià)單
 武漢市地區綠濱籠24小時(shí)大型實(shí)體
武漢市地區綠濱籠24小時(shí)大型實(shí)體
 沈陽(yáng)市地區六角網(wǎng)箱24小時(shí)價(jià)格
沈陽(yáng)市地區六角網(wǎng)箱24小時(shí)價(jià)格
 海南省地區包塑格賓網(wǎng)24小時(shí)價(jià)格
海南省地區包塑格賓網(wǎng)24小時(shí)價(jià)格
 唐山市地區格賓網(wǎng)墊24小時(shí)生產(chǎn)工
唐山市地區格賓網(wǎng)墊24小時(shí)生產(chǎn)工
 邯鄲市地區鍍鋅石籠網(wǎng)箱24小時(shí)大
邯鄲市地區鍍鋅石籠網(wǎng)箱24小時(shí)大
 馬鞍山市地區石籠攔河壩24小時(shí)大
馬鞍山市地區石籠攔河壩24小時(shí)大
 湘西州地區雙絞合六角網(wǎng)24小時(shí)價(jià)
湘西州地區雙絞合六角網(wǎng)24小時(shí)價(jià)
 許昌市地區高爾凡石籠網(wǎng)24小時(shí)大
許昌市地區高爾凡石籠網(wǎng)24小時(shí)大
 西雙版納州地區固賓籠24小時(shí)生產(chǎn)
涼山州地區六角網(wǎng)箱24小時(shí)價(jià)格
酒泉市地區包塑格賓網(wǎng)箱24小時(shí)生
西雙版納州地區固賓籠24小時(shí)生產(chǎn)
涼山州地區六角網(wǎng)箱24小時(shí)價(jià)格
酒泉市地區包塑格賓網(wǎng)箱24小時(shí)生
 大連市地區格賓網(wǎng)片24小時(shí)生產(chǎn)廠(chǎng)
大連市地區格賓網(wǎng)片24小時(shí)生產(chǎn)廠(chǎng)
 吉林市地區重型六角網(wǎng)24小時(shí)生產(chǎn)
吉林市地區重型六角網(wǎng)24小時(shí)生產(chǎn)

————— 認證資質(zhì) —————
運城本地鉛絲石籠網(wǎng)片熱銷(xiāo)信息
