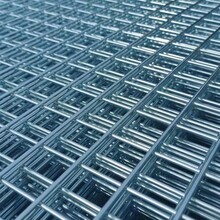
關(guān)鍵詞 |
合金網(wǎng)片,西安市合金網(wǎng)片 |
面向地區 |
產(chǎn)地 |
安平 |
|
品牌 |
宇利 |
用途 |
防護網(wǎng) |
規格 |
按客戶(hù)要求 |
編織工藝 |
平紋荷蘭編織 |
材料 |
鍍鋅絲 |
目數 |
其它 |





 南京201不銹鋼網(wǎng)片批發(fā)商
南京201不銹鋼網(wǎng)片批發(fā)商
 廣州304不銹鋼網(wǎng)片價(jià)格
廣州304不銹鋼網(wǎng)片價(jià)格
 中衛地暖網(wǎng)片生產(chǎn)工廠(chǎng)
中衛地暖網(wǎng)片生產(chǎn)工廠(chǎng)
 長(cháng)葛地暖網(wǎng)片生產(chǎn)廠(chǎng)家
長(cháng)葛地暖網(wǎng)片生產(chǎn)廠(chǎng)家
 九江304不銹鋼電焊網(wǎng)片價(jià)格
九江304不銹鋼電焊網(wǎng)片價(jià)格
 泰州304不銹鋼斜方網(wǎng)片生產(chǎn)基地
長(cháng)治不銹鋼斜方網(wǎng)片價(jià)格
東營(yíng)304不銹鋼電焊網(wǎng)片大型實(shí)體
嘉峪關(guān)不銹鋼鐵絲網(wǎng)大型實(shí)體廠(chǎng)家
泰州304不銹鋼斜方網(wǎng)片生產(chǎn)基地
長(cháng)治不銹鋼斜方網(wǎng)片價(jià)格
東營(yíng)304不銹鋼電焊網(wǎng)片大型實(shí)體
嘉峪關(guān)不銹鋼鐵絲網(wǎng)大型實(shí)體廠(chǎng)家
 南充不銹鋼網(wǎng)片304生產(chǎn)工廠(chǎng)
南充不銹鋼網(wǎng)片304生產(chǎn)工廠(chǎng)

————— 認證資質(zhì) —————
西安本地鉛絲石籠網(wǎng)片熱銷(xiāo)信息