






關(guān)鍵詞 |
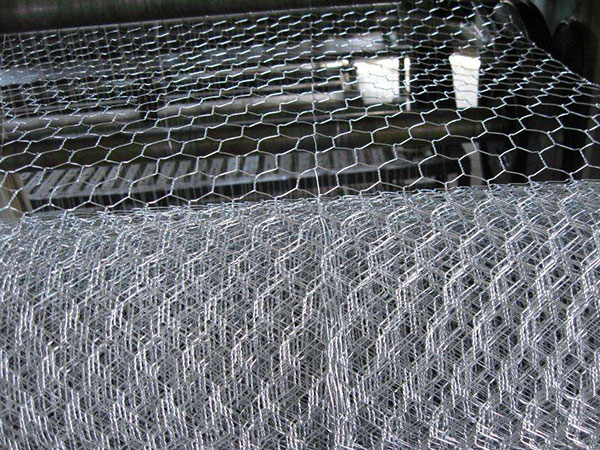
荊門(mén)覆塑石籠網(wǎng),覆塑石籠網(wǎng),護岸護坡覆塑石籠網(wǎng) |
面向地區 |
產(chǎn)地 |
河北 |
|
品牌 |
宇利 |
用途 |
多種用途 |
規格 |
可定制 |
編織工藝 |
其它 |
材料 |
鍍鋅絲 |
目數 |
其它 |




 喀什地區重型六角網(wǎng)24小時(shí)生產(chǎn)廠(chǎng)
喀什地區重型六角網(wǎng)24小時(shí)生產(chǎn)廠(chǎng)
 昆明市地區鉛絲籠24小時(shí)大型實(shí)體
昆明市地區鉛絲籠24小時(shí)大型實(shí)體
 廣州市地區鉛絲石籠網(wǎng)24小時(shí)大型
廣州市地區鉛絲石籠網(wǎng)24小時(shí)大型
 汕尾市地區合金網(wǎng)兜24小時(shí)供應商
汕尾市地區合金網(wǎng)兜24小時(shí)供應商
 漯河市地區雷諾護墊24小時(shí)生產(chǎn)工
漯河市地區雷諾護墊24小時(shí)生產(chǎn)工
 綿陽(yáng)市地區石籠網(wǎng)24小時(shí)生產(chǎn)廠(chǎng)家
綿陽(yáng)市地區石籠網(wǎng)24小時(shí)生產(chǎn)廠(chǎng)家
 銀川市地區雙絞合六角網(wǎng)24小時(shí)供
果洛州地區河道石籠網(wǎng)24小時(shí)供應
銀川市地區雙絞合六角網(wǎng)24小時(shí)供
果洛州地區河道石籠網(wǎng)24小時(shí)供應
 汕尾市地區鍍鋅石籠網(wǎng)24小時(shí)批發(fā)
汕尾市地區鍍鋅石籠網(wǎng)24小時(shí)批發(fā)
 玉林市地區包塑格賓網(wǎng)24小時(shí)價(jià)格
玉林市地區包塑格賓網(wǎng)24小時(shí)價(jià)格
 南平市地區覆塑石籠網(wǎng)24小時(shí)供應
南平市地區覆塑石籠網(wǎng)24小時(shí)供應
 黃岡市地區固濱墊24小時(shí)供應商
黃岡市地區固濱墊24小時(shí)供應商
 涼山州地區雙絞合六角網(wǎng)24小時(shí)價(jià)
涼山州地區雙絞合六角網(wǎng)24小時(shí)價(jià)
 東莞市地區包塑格賓網(wǎng)24小時(shí)供應
東莞市地區包塑格賓網(wǎng)24小時(shí)供應
 自貢市地區合金網(wǎng)片24小時(shí)生產(chǎn)廠(chǎng)
自貢市地區合金網(wǎng)片24小時(shí)生產(chǎn)廠(chǎng)
 黃南州地區鍍鋅石籠網(wǎng)箱24小時(shí)價(jià)
黃南州地區鍍鋅石籠網(wǎng)箱24小時(shí)價(jià)
 六盤(pán)水市地區固濱籠24小時(shí)供應商
六盤(pán)水市地區固濱籠24小時(shí)供應商
 淮南市地區鉛絲籠24小時(shí)報價(jià)單
淮南市地區鉛絲籠24小時(shí)報價(jià)單
 淮南市地區石籠24小時(shí)大型實(shí)體廠(chǎng)
淮南市地區石籠24小時(shí)大型實(shí)體廠(chǎng)
 三門(mén)峽市地區格賓網(wǎng)24小時(shí)批發(fā)商
三門(mén)峽市地區格賓網(wǎng)24小時(shí)批發(fā)商

————— 認證資質(zhì) —————
荊門(mén)本地鉛絲石籠網(wǎng)片熱銷(xiāo)信息
