Hi,歡迎來(lái)到黃頁(yè)88網(wǎng)!
-
客服中心 |
-
 移動(dòng)版官網(wǎng)
移動(dòng)版官網(wǎng) 微信公眾號
微信公眾號 視頻號
視頻號
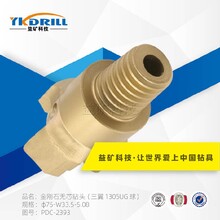
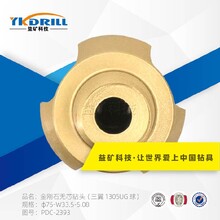
產(chǎn)地山東品牌益礦鉆采用途礦用聯(lián)系人郭經(jīng)理支持定制支持
硬質(zhì)合金鉆頭的優(yōu)點(diǎn):